Pressure, air temperature, air flow rate (actual/normal) CFM/SCFM, LPM/NLPM, pressure loss, pipe length


My name is David, and I am a nuisance wildlife removal expert. This website is a resource to help educate people about wild animals, and some of the problems that wildlife can cause. This website contains many guides to help you solve your critter problem. I have also written several information articles about the most common nuisance wildlife species, just click your animal.
Wildlife removal is not easy. It is also fraught with health and safety risks. Most wildlife control situations are significantly more complex than they may seem. It is also illegal in most US states for non-licensed persons to trap or relocate wild animals. In, not all, but many cases, critter removal is not a do-it-yourself job.
HUMANE HINTS: Sometimes you don't need to remove wildlife at all! When possible, use exclusion, rather than trapping, techniques. Always be aware that an animal in your attic likely has a nest of babies inside. NEVER attempt to poison a mammal. Set traps in shade, and never leave an animal in a trap for more than a few hours. If you are uneducated, please enlist the help of a professional.
If you wish to hire professional help, I have complied a directory of expert wildlife removal specialists, covering over 500 different US cities and towns. I have spent significant time talking to these companies, and have even directly trained many of them, and believe that the companies in this directory are superior to most of the companies you may find in your own search. Just click your state on the below map, and you will find a good wildlife expert in your area. Updated weekly, current 2020.
Various ASTM and/or other specifications require different weights or thicknesses, so it is imperative to convert all coatings to a common denominator for comparison. While coating densities for some types of zinc coatings are nearly identical, others differ considerably. The coating densities, in terms of thickness required to equal 1 oz of zinc per square foot of surface, are:
Coating Thickness to reach 1 oz/ft2
Hot-dip galvanizing (batch or continuous), electroplating, zinc plating 1.7 mils (43 µm)
Metallizing (zinc spraying) 1.9 mils (48 µm)
Mechanical plating 2.2 mils (55 µm)
Zinc-rich paint 3-6 mils (75-150 µm)
Each of these thicknesses, representing the same weight per unit area of zinc, would be expected to provide equivalent service life; i.e. 1.7 mils of hot-dip galvanized would give about the same service life as 2.2 mils of mechanical plating or 3-6 mils (depending on the paint formulation) of zinc-rich paint, assuming bond strength and edge protection are not factors.
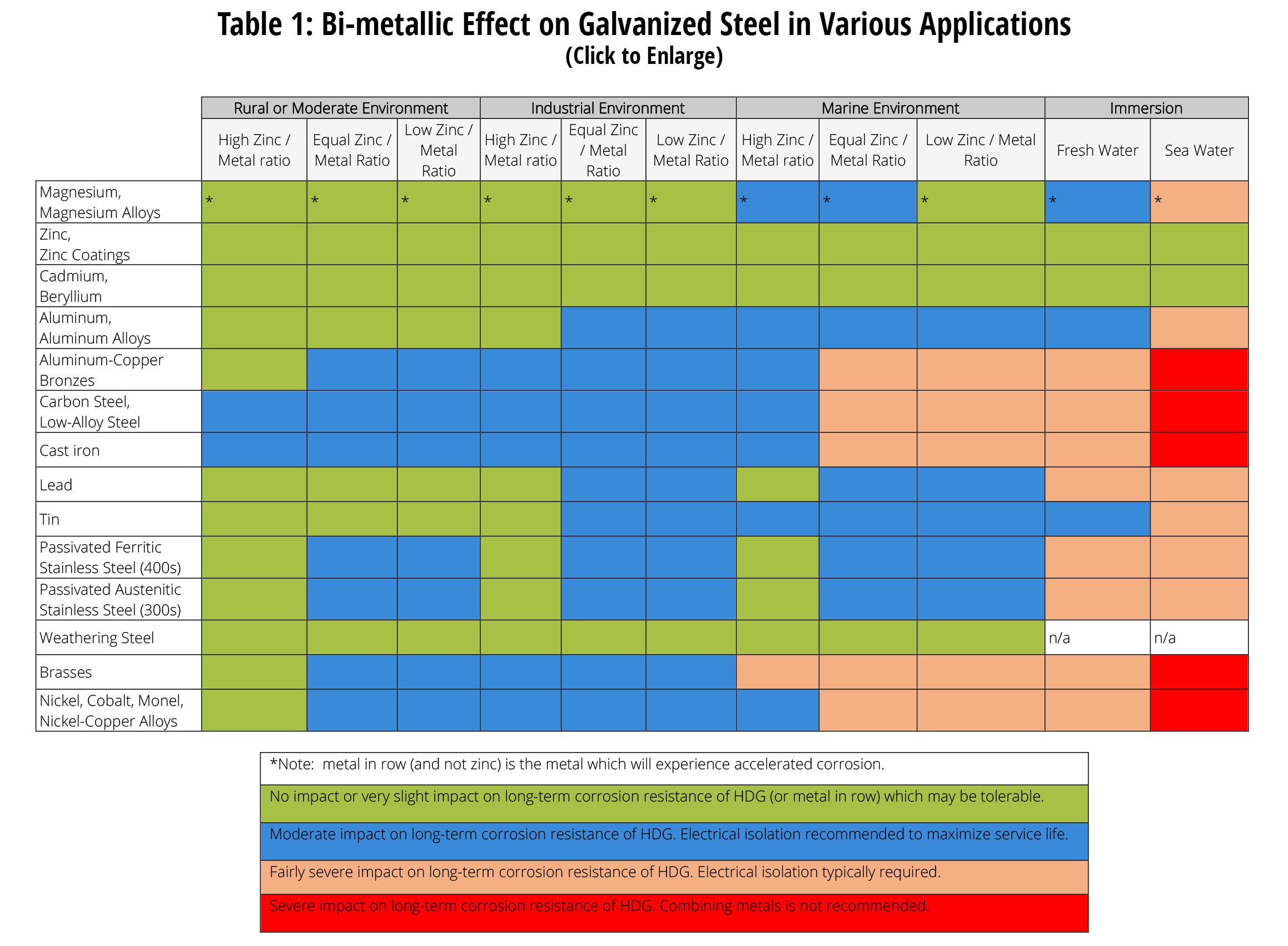

The hot-dip galvanized coating is primarily comprised of zinc and zinc alloys, but is sometimes placed in contact with different metals including stainless steel, aluminum, copper and weathering steel. When two different metals are in contact and exposed to a common electrolyte, one of the metals experiences accelerated corrosion while the other is protected. This type of accelerated corrosion between dissimilar metals is referred to as galvanic corrosion. Because galvanic corrosion can occur at a high rate under certain circumstances, it is important to evaluate the combination of galvanized steel with other metals to determine if galvanic corrosion is of concern.
Figure 1: Galvanic Series of Metals in Saltwater
All metals have different electrical potentials that can be quantified in the presence of a conductive medium such as moisture or saltwater. A Galvanic Series of Metals lists metals and alloys in decreasing order of electrical activity in a particular medium (see Figure 1 for saltwater).
Metals and alloys nearer the top of the series have a greater negative electrical potential than the more noble or stable metals below. When two metals of different electrical potentials are combined under the right conditions, a galvanic cell (Figure 2) is formed. //
Difference in electrical potential – Refer to Figure 3 for a Galvanic Series containing values for electrical potential of various metals in a saltwater application8. Generally, severity of corrosion increases when combining galvanized steel with metals far away from zinc in the galvanic series.
There is not a concern of dissimilar metals corrosion (galvanic corrosion) when pairing zinc-coated steel of different types (for example when pairing a hot-dip galvanized bolt with a mechanically galvanized nut). Please be aware, however, that different zinc coatings offer different corrosion protection and service lives. The service life of zinc-coated steel is directly proportional to the thickness of the zinc coating and a thicker zinc coating corresponds to a longer service life. If various types of zinc-coated steels are paired, it is likely the steel with the thinnest zinc coating will be the first to corrode.
Sometimes we get a direct order from a customer to "double dip" an item. What really happens when we double dip an item?
"I want an extra heavy coating so I want you to dip this item twice." There are still a significant number of people who believe this is an acceptable method for thicker coatings. When hot dip galvanizing an article, a series of zinc-iron an alloy layer develops. These layers are distinct in character and are the results of diffusion-reaction involving molten zinc and steel/iron. This occurs when the steel reaches the temperature of the molten zinc. For steel with silicon contents below 0.05 percent, the development of a high quality galvanized coating is, for all practical purposes, complete within a few minutes of the galvanizing temperature. (Massive items, of course, require more time to heat up to the galvanizing temperature.) When an item is withdrawn from the molten zinc, some bath zinc is carried out with it.
This forms the free zinc surface layer on the item. If the item is immersed into the molten zinc again, the free zinc layer will remelt (but not the all of the layers since their melting point is greater than 850 degrees F). From this point, the galvanizing process proceeds as if the article were never withdrawn the first time. The galvanized coating at the end of the second dip, assuming equal times of immersion, is only slightly thicker than the original coating. It also consists of a higher proportion of alloy and has a tendency for increased brittleness.
The hot-dip galvanizing of very thick steels (beyond 2-3 inches thick) presents process challenges to galvanizers such as a high zinc consumption rate and extra processing time. Often times, such articles are left in the galvanizing kettle for very long periods of time to allow the part to reach the galvanizing temperature and allow the coating to develop.
The requirement for an excessive immersion time (beyond an hour) is often the result of a cocoon effect which slows the heating of the steel. When the steel first enters the bath, there is a very large difference between the steel and the molten zinc temperatures. Then, the molten zinc begins to transfer heat to the steel and bring the steel to the galvanizing temperature. The molten zinc nearest the steel transfers the most heat and reaches a temporary equilibrium, leaving an unmoving cocoon of frozen zinc directly surrounding the steel article. As a result, the heat within the bath becomes unevenly distributed, and the time required to heat the steel increases significantly.
With excessive immersion times in the kettle, there is concern over the development of excessively thick and brittle coatings. The use of an excessive immersion time is especially problematic for reactive steels with high silicon/phosphorus content. For reactive steels, the alloy layers of the coating will continue to grow at a rapid rate during the immersion, while steel grades of optimal chemistry will experience a diminishing growth rate that eventually tapers off (see Figure 1). //
If the steel is of reactive steel chemistry, then coating thickness can also be controlled by blast cleaning the steel prior to galvanizing. Blast cleaning the steel causes the zeta layer of the coating to become very rough and interferes with the zinc coating growth.
UFC documents provide planning, design, construction, sustainment, restoration, and modernization criteria, and apply to the Military Departments, the Defense Agencies, and the DoD Field Activities in accordance with DoD Directive 4270.5 (Military Construction) and USD(AT&L) Memorandum dated 29 May 2002. UFC are distributed only in electronic media and are effective upon issuance
In those moments when you’re struggling to make a choice, a decision matrix is the tool you need to identify the best way forward.
What do you do when you have an important decision on your plate?
Do you turn to that always reliable list of pros and cons?
Do you flip a coin?
Ask a Magic 8-Ball?
Pick a number between one and ten?
Put your decision off and silently hope that someone else eventually makes it for you?
To boil it all down, a decision matrix is a table that helps you to visualize a clear winner between your different options.
To create the matrix, you determine what criteria matters in making your final decision and then also assign a weight to each piece of criteria. This allows you to prioritize what factors matter most and, as a result, mathematically identify which of your options is the best one.
Is your head spinning?
Did you see the word “mathematically” and immediately write this off as a tool that’s too complex for you? Don’t worry—an example will add a lot of clarity.
NPT pipe threades or American Standard Taper Pipe Threads are used frequently in the oil and gas industry. The threads have a taper to not only provide a method of mechanical joining of two fittings or pipes but also to provide a leak proof joint. In order to accomplish this, the threads become shallower the farther they are from the end of the pipe or fitting. If you were to take the cross section of a NPT threaded end, you would see that the bottoms of the threads aren't on a cylinder, but a cone. This is the taper which is 1/16 inch per inch, which is equivalent to 3/4 inch per foot.
Because of the taper, a pipe can only screw into a fitting a certain distance before it jams. This is much different than threading a nut on a bolt. ASME B1.20.1 specifies the effective thread distance. It also specifies the engagement distance which is the distance the pipe can be screwed in by hand, without much effort. Engineers and piping designers need to take this into account when they are creating drawings. Field workers need to know how many turns it takes to make up the fitting by hand or with a wrench.
Ampacities of Copper Alloy C11000 Busbars
Ampacities in the table below are for bus bars having an emissivity of 0.4. This was observed on samples exposed for 60 days in an industrial environment, and it is probably identical to that of bus bars in service.
Outlines the ANSI/ASME A13.1 standard, pipe label sizes, pipe marker positioning, and color coding
Understand which pipes should be labeled
Also covers specialized pipe labeling systems: NFPA 99 and CGA C-9 for healthcare facilities, IIAR standards for ammonia refrigeration systems, ISO 14726 for marine labeling, and the Ten State Standards for water treatment plants
Calculation of pressure drop
- The nominal length of the pipeline is calculated by adding together the length of the straight pipeline and the equivalent lengths of the fittings installed.
- An estimate of the equivalent lengths of the fittings can be provided using the adjacent program or accepted on an approximate basis by adding 60% onto the length of the straight pipeline, e.g. nominal length = length of straight pipeline x 1.6.
- The calculation is valid for smooth pipes.
Calculate the equivalent pipe length
Find the equivalent feet of pipe to add to the pressure loss equation to calculate pressure losses in plastic IPS or copper type fittings.
This calculator determines the absolute pressure at the pump impeller. NPSHA must exceed the NPSHR (net positive suction head requirement; specified by the pump manufacturer) or caviation and/or loss of prime will occur.
The site elevation is used to calculate the atmospheric pressure available. The friction pressure losses come from the suction (intake) line, and include the entrance, screen and other losses in bends. The vertical height is measured by the vertical distance between the free water surface and the impeller eye.
P&IDs show the actual sequences of the valves, reducers, branches, instrumentation, and equipment in a piping system. As defined by the Institute of Instrumentation and Control a P&ID is:
-
A diagram which shows the interconnection of process equipment and the instrumentation used to control the process. In the process industry, a standard set of symbols is used to prepare drawings of processes. The instrument symbols used in these drawings are generally based on the International Society of Automation (ISA) Standard S5.
-
The primary schematic drawing used for laying out a process control installation (Piping & instrumentation diagram).
Commonly used P&ID symbols (Piping and Instrumentation Diagram symbols) for piping fittings.